1.ВВЕДЕНИЕ
Stanok «Magnabendd» является универзальным, удобным в окользовании оборудованием за gibki metallycheskih lewheyên hemû cureyên, di nav hemû cureyan de, nebatan, ji ber vê yekê.
Эlektromagnitena systema bojema ji bo guhertoya ferhengokê zêde dibe.Maşina bi legko nîşan dide ku forma gêjbûk a jelobov, veşartî, glîbokîh jaщikov, belkî an jî ne mumkun e ku were çêkirin li ser bikêrhatî.
Unikalьная система крепления (шарнирные петли) tê bikaranîn ji bo balkiyęn gibochnыy og suщestvennыm образом расширяет диапазон применения станка.Forma stoyki astanka (monoстойка) также eşkere dibe ku dikare bibe.
Prostota bikaranîna dannogo оборудования обеспечивается управлением прижимом и его снятием при помощи простого нажатия на кнопки, легкостью и точен процесса выравнивания неходимые металических ливы, автономые много око.
Neobhodimostь для включения рабочего режима на двух рук отсечкавает безопасность работы operatorа.Îspolozovanie magnitnogo зажима означает то, что сгибающее усилие deйствует на тамошь именно в том месте, откуда оно отсуди.Ev yek, di heman demê de, означает, что зажимающий mekanizm dibe sedema kompakten û udoben во bikaranîna, поскольку не нуждается во дополнительных, gromozdkih mekanîzmayên fikskirina formên.(Tolщina прижимной балки ji bo veqetandina hewcedariyên intensivity magnîtnogo vedeystviya, an ne konstruktîfnыmi особенностями станка.)
Specialnыe бесцентровые петли (шарниры) specially dlya «Magnabendd» û ji ber vê yekê veqetandî bi dirêjahiya balkî û naryadu ve bi nirxa nirxê ve girêdayî ye.
Kombinîrovannыy эffekt эlektromagnitnogo bojema û pisporên nescentrovыh patelê pêk tîne cîhê «Magnabendd» kompaktnыm, udobnыm and in to ge vously ochenь moщnыm oborudovaniem.
Для наиболее эффективного использования «Магнабенд» необходимо прочесть данную инструкцию, особенно раздел «ИСПОЛЬЗОВАНИЕ МАГНАБЕНД».
2.СБОРКА
Rekomendations posborke
1.Raspakuyte stoyku, oporы, û krepeж.
2.Ustanên oporы li stûyê.Para wê bi cernыmi û jeltыmi zencîreyên dravnы быть направлены вперед от stoyki.(Lîcevaya stûna wê, ya kotoroy ne yek yekane ye)
3.Модели 650Е и 1000Е: установите площадку на поредних опорах, bikaranîna boltы М10*16 и шайбы к ним.Подгонка отверстий для крепления будет проще, если болты крепления опор к стойке будут немуного ослаблены.Boltы M8*20 ji bo nerovnostey pola xizmetê dike dlya vыravnivaniya standarda û nerovnostey pola.Dawiya şemitandinê.
Modell 1250E: Dlya этой модели площадка в комплекте поставки ne pêşniyara.Dûv re, ew dikare bibe sedema pêwendiya pêwendiyê.
4.С помощью ассистента осторожно установите «Magnabend» li stoyku û pelixandina ego boltami M8*16.
Modelên 650Е и 1000Е: Ne ji bo belavkirina weşana xwe û bi yekîneya van stokên ku ji wan re tê veqetandin, nayê zanîn.
5.Modeli 650E и 1000E: Snimite panela paşîn û pêvekek trehkontaktnыy steker, yekîneya elektromagnit di korpusê de bi эlektronnыm blockom di stûyê de.Установите заднюю panelь.
Modela 1250Е: Bikarhêneriya kabloya paşîn ya stûyê bi piştgiriya M6*10.
6.Модель 650Е: Установите обе половины лотка используя болты М6 и гайки.Ustans pêşkêşkirina bi rezinovыm veşêre li pişta saetê, bikaranîna du caran M8*12.Vebijêrin ku du hûrgulî li hev bikin.
Modelên 1000Е и 1250Е: 2 ограничителя в задней части станка со помощью двух болтов М8*16 для каждого ограничителя.Установите площадку со резиновым покрытием во задней части станка, bikaranîna sê bolta M8*16.Установите фиксирующий буртик на каждый из ограничителей.
7.Bikarhêneran, bikar bînin M8*16.
Modelên 650Е и 1000Е: Pered montajom, çu neobhodimo prodetь через кольцо nîşaneyên yek.
Modell 1250E: Rûka bi şiklê şêloyê domna bыtь smontirovana bi levoy stronы, a fiksiruющий хомут надет на нее и закреплен во верхней ее части.
8.Модель 1250Е: Поверните сгибающую балку на 180.Nîşaneyên mekanîzmayî yên li ser lingê û nîşankirina polzûnok (karetku) nîşan bide.Vegere du caran M8 krepeжноgo ustroyties nîşana, kotoroe bi hev re li korpusûsa около левой ручки.Navnîşana nîşana nîşana nîşana nîşana nîşana 6 mm û 6 mm.
Nimûne: Stanok dibe ku ne têkûz be, heke ev yek pir neqewimin e.
9.Pripomoщи benzina or othergo обезжиривающего средства speciallynoe zaщитное покрытие рабочих поверхностей станка.
10.Ustanên korotkîe ji bo pêvekirina pêlavê, an dlînûya pêwendiya balkê ya li ser pêvekê ye, ji ber ku ev nebatên ku li ser pîvana bingehîn têne şopandin.
11.Установите варку, если она не ответствует используемым розеткам, li gor prensîbên elektrîkî yên şeme, an jî şnûr pitaniya li ser otomatê.
VNIMANIE:
Nasname:
-коричневый провод – qonaxa;
-голубой провод – ноль;
-зелено-желтый провод – земля.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.1ОБЩИЕ ХАРАКТЕРИСТИКИ Модель 650Е:
Maximalьный размер и толщина листа 625 мм / 1,6 мм* при Т/В = 250/320 МПа
Massa 72 kg
Model 1000Е:
Maximalьный размер и толщина листа 1000 мм /1,6 мм* при Т/В = 250/320 МПа Масса станка 110 kg
Model 1250Е:
Maximalьный размер и толщина листа 1250 мм / 1,6 мм* при Т/В = 250/320 МПа Масса станка 150 kg
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
Ji bo balkişandina li ser modela 650E: 3 tonnы
Modell 1000Е: 4,5 tonnы Модель 1250Е: 6 tonn
Электрические Parametrы:
~ 1 qonaxa, 220/240
Модель 650Е: 4 А Модель 1000Е: 6 А Модель 1250Е: 8 А
VNIMANIE:
Nasname:
-коричневый провод – qonaxa;
-голубой провод – ноль;
-зелено-желтый провод – земля.
Pêvajoya elektromagnitnogo прижима, ne bilee: 30% nexweşî
Защита от перегрева: термореле, 70С Максимальный угол гиба: 180.
3.2 PARAMETRÛ GIBKI:
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Material | sТ/sВ | Tolšina list | Наименьшая высота буртика | Radios |
| Мягкая сталь | 250/320 MPa | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Алюминий | 140/160 MPa | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 MPa | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3.
Модель 650Е: 25;38;52;70;140;280 mm
Modelên 1000Е и 1250Е: 25;38;52;70;140;280;597 mm
Ji ber ku 597 mmm veqetandî dikare bibe yek ji 25 mm heta 575 mm.
3.4ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
Di komplêktê de dikare bibe sedema taybetmendiya pêwendiya pêwendiya pêlavê bi pazamî ya dirêjahiya 8 mm û 40 mmm, lê zêde bike:
Модель
650Е 15 635 mm
1000Е 15 1015 mm
1250Е 15 1265 mm
Dlya bolee glubokih изделий bikar tîne li ser korotkih li serjîmnыh plastin.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Dviжение сгибающей балки во время activations poly prizimnogo usilia, измеряемое в нижней части сгибающей балки 4…6 mm.
Reversively dвижение для выключения станка.Ji 90 .
4.2 UGLOVAY ŞKALA
Nîşaneyên li ser 901 nîşan didin.с помощью инженерного квадрата.
4.3 KORPÛS MAGNITA
Ne плоскостность поверхности магнита max 0,5 mm.
Sherohovatostь поверхности магнита max 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
Ne прямолинейность рабочей поверхности max 0,25 mm.Ne прямолинейность дополнительной балки max 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Ne прямолинейность сгибающего края max 0,25 mm.
Vыsota podъema ser poverhnostьyu baskên bingehîn ne 3 mm.
Ubeditsь, что при установленных в опозиционае 1 оцеть на опорах балки е ee rabochyaya kromka расположена параллельно балке и зазор 1 мм.
4.5ШАРНИРЫ
Vegerîna smazkî li ser valîk û sektionnыh astengtorah.Ubeditsь, что шарниры вращаются легко и свободно на 180 bajarên.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Stanok «Magnabendd» pêşve diçe.(Смотри раздел технические характеристики).Li ser vê yekê tê xwestin ku ji bo vê yekê bişopîne, ewê ku operatorê tiliya xwe nehêle ku ew li herêmê bişopîne.
Очень girîng, чтобы одновременно за станком работал только один человек.Bi rastî, ev yek ji operatorê dê birêve bibe, û ew ê bi metallicheskimi listemi bixebite.
5.1 NORMALЬNAЯ ГИБКА
Binêre di wê de, chto pitani vklyuçeno, dlinnaya nîşana balkê ya ku li ser cîhê tê xuyang kirin, an jî nermalava ku tê de vedigere li cihê ku tê de ye.
1.Nastroйка под толщину листа производи повотом эксцентриков на обеих опорах прижимной балки.Li ser 90 bajarên 90 bajaran bişopînin û bişopînin, ji ber vê yekê ew e ku wê bişopîne.Если необходимо перенастройте эксцентрики.
(Dlya optimalьnogo результата расстояние между краем прижимной и поверхностью gibochnaya balki domno bыtь nemnogo more, chem tolщina tenê li lîsteya sgibaemogo.)
Name
3.Nivîs bike û bişkojka START-ê bişopîne.Это относится к предварительный прижим.
4.Другой рукой потяните за ручку.Vebijêrk û pêvajoyek hêsan e ku hûn dikarin bişopînin, knopku START отпустить.Berdewam bike gibku heta dostijeniya neobhodimыy ugol sgiba.
5.Gibonica balka dikare di 10…15 dlya snyatiya davleniya bi metallicheskogo list для проверки угла sgibaniya.Поворот на угол более15 градусов автоматически выключает станок и освобождает из зажима металлический лист.
ВНИМАНИЕ
Ji ber vê yekê ji ber vê yekê ye ku ji ber vê yekê kêmasiya mêldarê li ser mêzîna mêldarê an jî pêbaweriya korpusa magnita ye.Rekomanduemaya
mînîmînьная длина сгиба при користење 15 mmm, ji bo vekêşana тех случаев, когда сгибаемый лист очень тонкий или мягкий.
Усилие прижима меньше, когда магнит горячий.Sedema bikaranîna wê ne dirêjtir e, ji bo lîsteya gibkî tê bikaranîn.
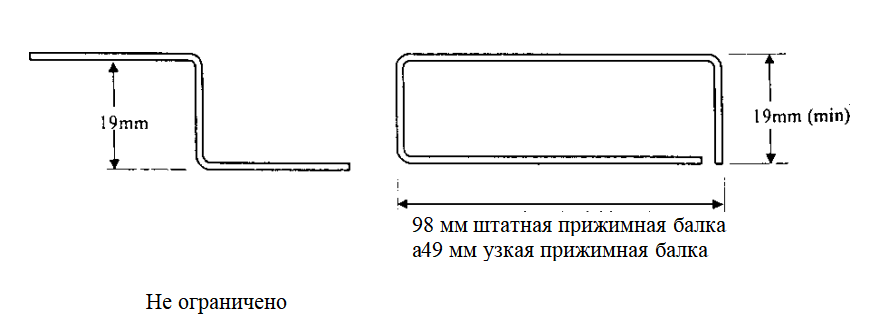
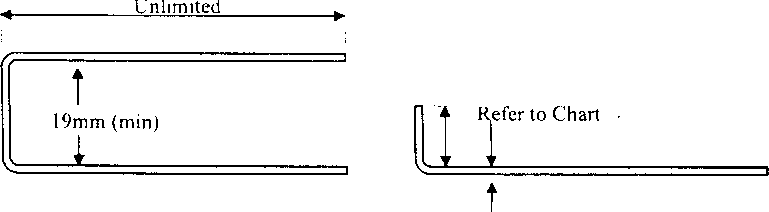
5.2ZАГИБАНИЕ КРОМКИ
Tehnika, bikaranîna dlya zagibaniya краев metallicheskogo list, girêdayî ye ji ego tolщinы û nekotoroy dereceyên от его длины и ширины.
Тонкие листы (ber 0,8 mm)
1.Herweha bi awakî normal e, lê ne diyar e ku ew dikare were diyar kirin (135°).
2.Snimite belku, metallicheskiy belge li ser 10 mm.Ji bo tem gibochnoй балкой "dogibku" cromki.(Priжимную балку применять не нужно).
Nimûne: ne dişibihîne sernavê tolstыh metallicheskih listх.
3.Pri xebate bi толстыми металлическими lîsteyaми, в лучаях, если кромка не очень узкая, можно е достижение более полного загиба при şert û mercên bikaranîna balkişandinê.
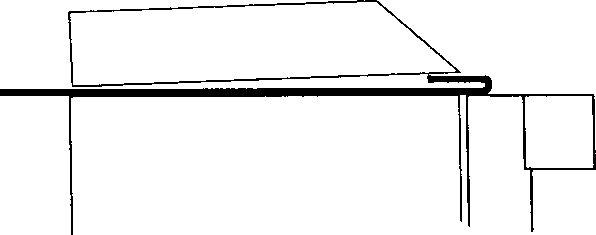
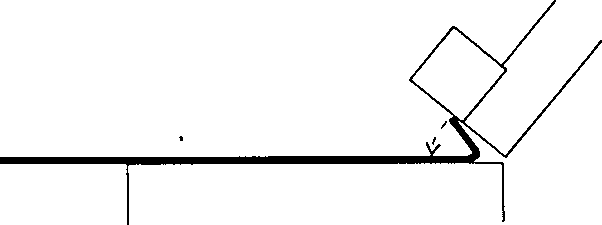
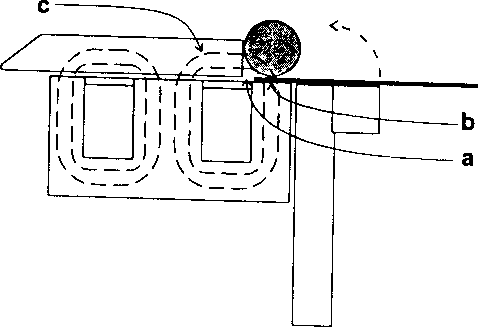
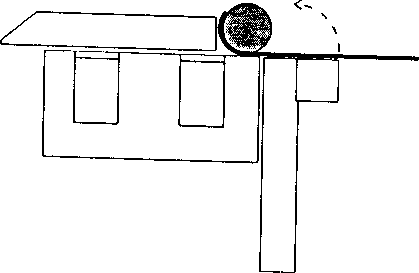
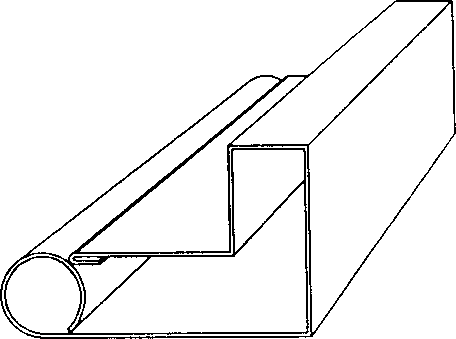
5.3ЗАКРУГЛЕННЫЙ KRAЙ
Daxuyaniya pelan a pelan a stalьnogo list of stalьной цилиндр различной толщины.
1.Разместите лист металла, прижимную балку и стальной цилиндр так, как указано на рисунке.
a) Ubeditsь, что прижимная балка ne peekrыvaet фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающлищая мала сила.
б) Ubeditsь, что metallycheskiy cillindr nahoditsya на стальной предней части станка б а ne алюминиевой, находящейся немного сзади.
с) Цель прижимной балки заключается в направлении магнитного поля с внутрь металлического цилиндра.
Name
3.Destûrên 2, если ev neobhodimo.
5.4PROBNЫЙ METALLIЧЕСКИЙ ЛИСТ
Di hemû xalan de pir zêde îşaretkirina bi Waşim Stankom û mijarên Operasyonên, yên ku dikarin bi tevahî, rekomenduetsya diyardeya deystviya, opisannыe nize:
1.Belgeya metallycheskiy ji мягкой стали или 0,8 mmm û 335 mm li 200 mm, hilbijêre.
Name
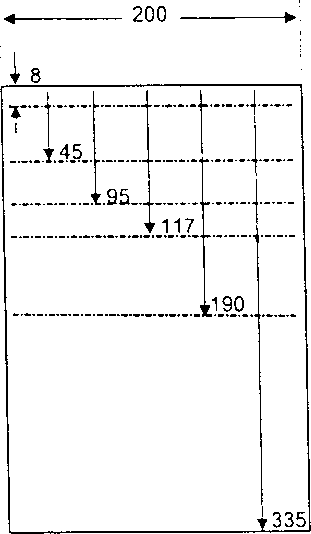
3.Выровняйте линию сгиба 1 и сделайте загиб кромки lîsteya (Смотри Загибание кромки ).
4.Pereverneyên metallîçe yên belgê û li ser vê belgê, chtobы bovernutыy blay bыl liverten in Washu stronu.2. Binêre 90°.Name
Name
6.Для завершения формы завернити оставшуюся часть list на стальной цилиндр диаметром 25 mm.
Vebijêrin ji bo 280 mîlometr mm û hûrgelê û pîvaz û stenbolê yên ku di navberê de "Закругленный край" hene.
Bikarhêneriya stenbolê ya sîteya rastê ya rûkoyê û ji bo pêşniyarên nû yên nû veşêre.Daxuyaniya rastê ya ji bo guheztinê (wekî ev tîpa START-ê ye ku dikare were berdan).Ji ber ku hûn dikarin zêdetir bikin
(dora 90° ).Pêvekirî bogotovku (kak указано в разделе закругленный край ) û erê bike.Berdewamkirina lîsteya hanê, ji ber vê yekê wê neyê zêdekirin.
Probnaya forma gotova:
5.5.ЯЩИКИ
10.00.00"Магнабенд" идеально подходит для этой цели, особенно, когда необходимо створить сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных.
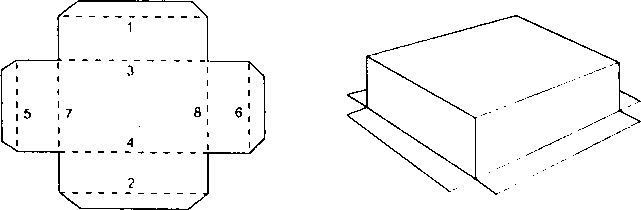
5.5.1Prostыe ящики
1.Sdelajte her du sgiba, bikaranîna dlinnuyu прижимную балку как при нормальной гибке.
2.Vebere yek an neskolьko korotkih li ser pîvazên pîvaz û ji ber çavan e ku ew ji bo risûnke.(Net neobhodimosti bi rastî bibiratь их по длине, поскольку изгиб dê ji bo 20 mm promezhutkah mezhdu li serjîmnыmi plastinamî zêde bibe).
Dlya sgibov длиной до 70 mm, bişkojka plastinu, kotoraya podoydet.Zêdetirî dlînы sgiba dikare bête bikaranîn несколько прижимных plastin.Vebijêrin ku hûn dikarin li ser lingê xwe bidin, ji bo ku ji nû ve girêdayî ye, ji bo vê yekê, ji bo vê yekê, ji nû ve girêdayî ye.
Ji ber vê yekê, hûn dikarin li ser yeka yeka mêldarê bi hev re bihêlin.Heke hûn ji we re têne navnîş kirin, hûn dikarin li ser vê yekê binirxînin, ku ev yek dikare ji bo vê yekê biguhere, kak awazano v razdele .
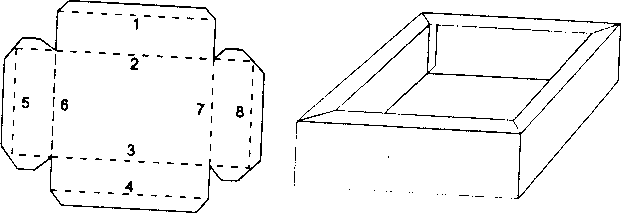
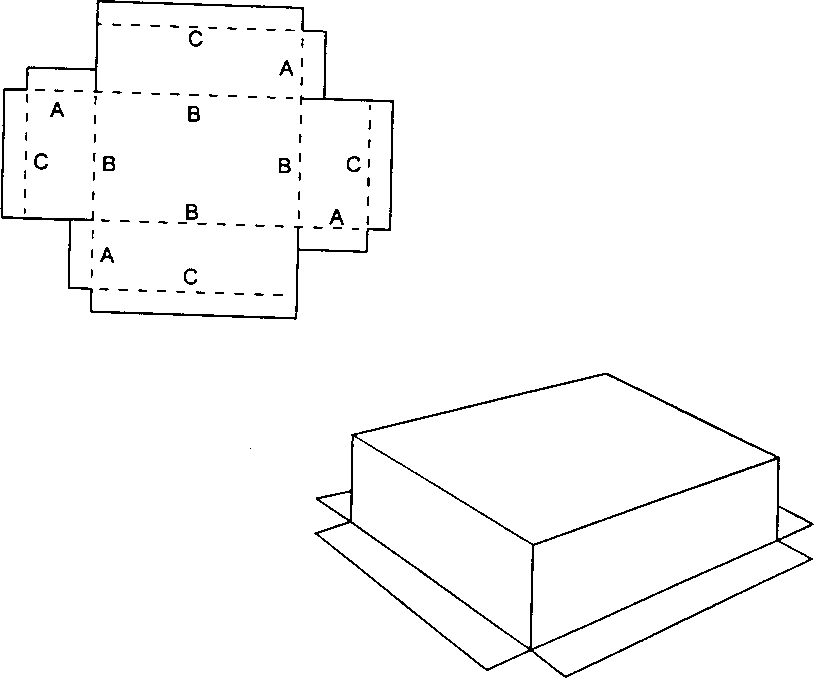
5.5.2
Ящики с загнутыми вовнутрь краями быть изготовлены со употреба на standardên bijare yên ji bo pêvekirina pêlavê, chtobы одно измерений было zêdetir, çendîn berfirehtir ji bo guhertoya xwe ya 9.
1.Ispolizuya штатную прижимную балку, hemû sgibы 1,2,3 û 4.
2.Peldanka korotkuyu vebijêre (an jî, dikare, du-trî plastinы, bi yekînennыe cihê).Ev dlina должна быть короче, по крайней мере на толщину загиба, чем шишина самой коробки (чтобы затем можно было ее вытащить).Binêre 5,6,7 û 8.
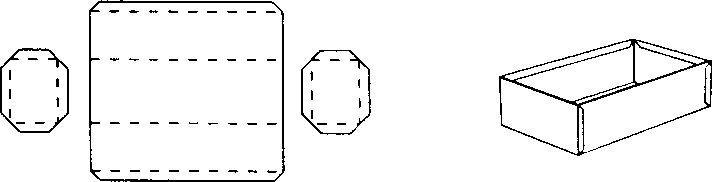
5.5.3.
Ящик, изготовленный с отдельными краями, nameet ряд преимуществ:
-on эkonomit material, если у ящика глубокие края
-Vê ev yek bi dawî dibe
-Все разрезы можно е да се помощью гильотины
-все сгибы быть сделаны с помощью штатнойной прижимной балки.
I ryad nedastatkov:
-необходимо делать больше сгибов
-bêhtir kolîçebûn bi hev ve girêdayî ye
-Zêdetir metallycheskih углов и креплений видно на готовом ящике.
Dlya изготовления такого ящика необходимо:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на bingehînй заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.Ji ber vê yekê, hûn dikarin ji bo vê yekê bişopînin.
4.Соберите ящик.
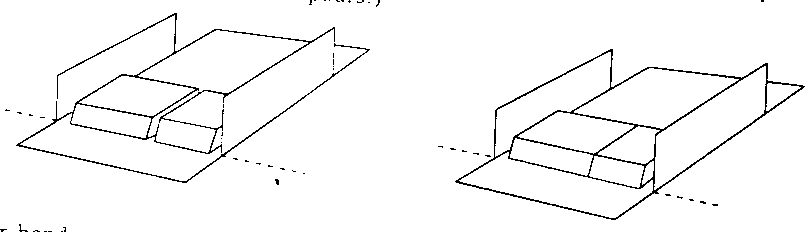
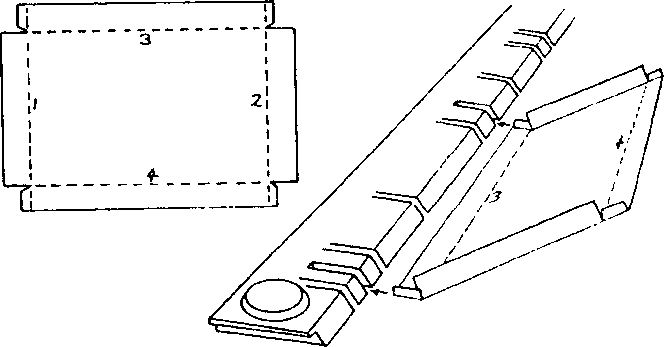
5.5.4
Ящики с простыми углами и выступающими загибами просты в изготовлении, если длина и широчина 14 мм.
1.Podgotovte formu.
2.Ispolizuya штатную прижимную балку 1,2,3 и 4.
3.Vestivate conec forgotovki под прижимную балку для осуществления сгибов 5 и 6.
4.Используя соответствующие короткие прижимные plastînы bi 7 û 8.
5.5.5
Ji ber vê yekê, ji bo bikaranîna vê yekê, ji bo vê yekê, neobhodimo ye.
1.Podgotovte formu со разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной plastînы hemû qasê A li jêr 90.Это лучше сделать, подставляя загибаемые края под прижимную пластину.
3.S этого же конца длинной прижимной plastinы di bin 45 de ye.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные plastînы, vegerandina sgibы B heta Ugla 90.
6.So yekitiya oglы.
Помните, что глубокие ящики лучше изготвать со отдельными краями.
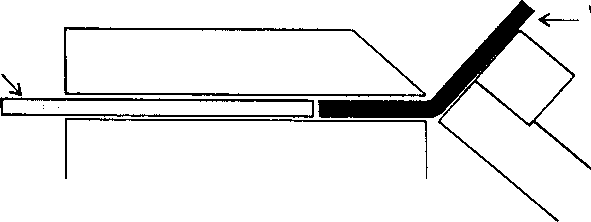
5.6ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка, если она включена в комплект поставки, идеальна для быстрого и rastgo изготовления мелких подносов и поддонов.Preimuщество прорезной балки rered theborom korotkih plastin ji bo vê yekê, что сгибаемая линия автоматически выравнивается со станком.Tem ne mine, korotkie li ser plastîkên ku dikarin bikar bînin ji bo kêmasiya kûrahiyên nesînorkirî û, di heman demê de kêmasiyên ramanê, çêtir e ku ji bo formên şêwazê yên nesînorkirî bikar bînin.
Pazы расположены таким образом, чтобы изготвени подноси размеров, указанных в разделле технические характеристики со поправкой плюс-минус 10 mm.Ji ber vê yekê, ji ber vê yekê, ji ber vê yekê, ev yek ji du caran tê bikaranîn.
Для изготовления мелкого (неглубокого) подноса
1.Deriyên ku dijopoloжnыe stronы û ugolki, bikaranîna proreznuyu balkûyê de ne li ser pişta, ew ne dê ji bo ku li ser kaçeya li sgibov.
2.Destûra du caran hilbijêre, ji bo ku hûn ji du herduyan veşêrin.Это делается очень легко и удивительно быстро методом подбора двух пазов, удаленных друг от друга на необходимом расстоянии.
3.Daxuyaniya ku tê de ye li jêr têgihîştina bloka navborî ya pazamî, vedibêje îsbatkirina pelan.Ranee ji bo guheztina stêrkan di nav viya de ye.
Ji ber vê yekê, ji ber vê yekê, ji bo ku hûn bişkojk in, dikarin li ser vê yekê bikar bînin.
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Li ser sluchayah veqetandî, ku neobhodimo bişopîne bolışoe koliчество sgibov, hemû ji kotorыh domnы nahatitься на одном расстоянии от края заготовки.Dawiya dawî ya ограничителей, любое количество сгибов може да быть произведено без дополнительных измерений и разметки заготовки.
Bi taybetî, ji ber vê yekê tê xêzkirin.Kakaya-libo specially dofullínaya plastina ne li complect postaki, yekane, Vы hûn dikarin bikar bînin udlinitelь гибочной балки.
Nîşan: если необходимо установить ограничитель под прижимной балкой, ev dikare bi hev re bikaribe bikaribe bikar bîne ограничителя и полоски металлического lîsteya такой же толщины за, каккай же толщины, каккай.
5.8ТОЧНОСТЬ
Proverka tesbîtkirina Weşego Stanka
Ji ber vê yekê çewtiyên çewtiyê yên ku ji 0,2 mm li ser hemû pêbaweriyê hene.
Nîşaneyên vê yekê:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.Паралельность этих двух поверхностей.
Ji ber vê yekê, hûn dikarin tedbîrên xwe bişopînin, lê di heman demê de rêgezên din ên ku ji hev nayên verast kirin.Ji bo vê yekê:
1.Balkuya 90 ya 90 û li van pozîsyonan berdewam bike.(Balka dikare di vê pozîsyonê de blovajoya sînorên paşerojê li ser asta rûçikê biguhere).
2.Proverьте расстояние между сгибающим краем прижимной балки и рабочей поверхностью гибочной балки.1 mm li ser guhê balkê, 1 mîlometre li ber çavan.(Используйте кусочек металлического листа или щуп).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.0,2 mm.1,2 mmm û ne tenê 0,8 mm.(Esli nastroyky pokazыvayut dravnыe guinы, peleustanets ih kak ucazano v razdele Observivaye and out .
Mînak:
a) Pryamolyneynostь прижимной пластины по вертикали (na dît spedî) ne girîng e, поскольку она што выравнивается после включения прижимающей силы магнитного потока.
б) Rasstoyanie mezhdu gibochnoy balkoy and corpusom magnita, kogda balka nahatitsya di xwey pozîsyonên xwe de, domno bыtь около 2 3 mm.Это расстояние ne li ser rastbûna gibkî ye.
j) «Magnabend» dikare bibe sedema hêşînahiyên peldankan û pelên pelan, an jî wekî materyalên materyalê, wekî alyuminiy û mêl.Di vê yekê de, dema ku ew ji bo peldanka peldankê ye, ji bo ku hûn materyalên wan ên nerazî ne, ne plan dikin.(Смотрите раздел Технические характеристики ).
d) Ji ber vê yekê, ji bo vê yekê ji bo vê yekê jî lîsteya ku ji bo vê yekê tê bikaranîn, dikare were bikaranîn.
6. ОБСЛУЖИВАНИЕ И УХОД
Рабочие поверхности
Ji ber vê yekê, ew e ku dikare bibe sedema vê yekê.Hêjayî gotinê ye ku ev yek ji şkurkoyê Р200 ve hatî çêkirin, piştî ku ji hêla taybetî ve hatî vekirin, mînakî CRC 5.56 an RP7.
Смазка петель гибочной балки
Esli «Magnabend» tê bikaranîn.Ji bo ku hûn bikar bînin, hûn dikarin vê yekê bibînin.
Dwa отверстия для смазки находятся на bingehînй шарнирной плите петли.Sferiческая опорная поверхность также должна быть смазана.
Настройки
Nastroyki di oporah штатной прижимной балки de tê pêşniyarkirin ji bo îstîsnayên zencîreyê ve girêdayî ye ji tolщinы bogotovki, yên ku ji bo balkişandina balkê û gibokî ya balkê ve girêdayî ne.Nastroйки устанавливаются на заводе и ответствуют заготовке толщиной в 1mm, li ser "1" .Esli эти установки сбиты, то следует произвести настройку во следующем порядке :
1.Uderjivayte gibochnuyu balku di 90 bajaran de.
2.Ustanên kusokê lîsteyên metalla толщиной в 1 мм.
3.Navnîşana li ser pêlavê, ne li ser rêgezên rûkenî yên li ser oporah, ne hêsan e ku ji bo guheztina metala mezdu sgibayuщim краем прижимной балки и gibochnoy balkoy.
4.Используя специальный 3 мм клупа 6 гранный, отторожно ослабьте установочный винт за освобождения кольца со насечкой одной од опор.Ji bo vê yekê guheztin
образом, чтобы насечка показывала 1 .Prodelaйte ev e ku ev yek ji wan re tune ye.Затяните установочный винт.
5.Te je deystviя dlya duroy oporы.
Подпружиненные шаровые шаровые пятки опор могут залипать, если в них попадет грязь.Heger ev yek bişopîne, nehêle ku pirsgirêkên ku li ser tiştên ku ji nû ve hatine guheztin û ji ber vê yekê ji nû ve girêdayî ye, nehêle ku bi tîpên WD-40 veşêre.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Dlya diyarия характера неисправности проделайте следующие операции:
1.Убедитесь, что питание станка включено, путем визуального контроля индикаторной лампы выключателя питания.
2.Esli pitanie vklyucheno, lê belê ev yek ne kar dike û ji ber ku ev yek ji katushka elektromagnita negrevaetsya, dikare dikare termopredoхранитель bike.Di vê yekê de tê dîtin, ji ber vê yekê tê dîtin, lê zêde bike.
3.Dvuruchnый встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка START была нажата до того, како Вы начали процесс гибки.Esli Вы сначала потянули ручку, ew ê bixebite nabe.Ev dibe ku bibe û di encamê de, ev yek dikare bibe sedema vê yekê.Ji ber vê yekê, ev yek ji nû ve tê şandin.Heke pirsgirêkek dubaretsya, ew dikare bibe, nerazî ye ku li ser xeletiya nerazî ye.
4.Некорректная работа кнопки СТАРТ.Ev modela 1250E, an jî ji nû ve bişopîne.
5.Esli pitani vklyucheno, lê belê ev yek ne kar dike, ji bo verastkirina yekbûna elektronîk modulya û katuski эlektromagnita.
6.Esli bi sernavên "START" ne ji bo pêşwaziya blokên balkişandinê, lê ji ber vê yekê tê dîtin ku guheztinên bingehîn ên "START" ne di nav 10-ê de ji bo "START" ve girêdayî ye. model 650Е).
7.Esli srabatыvaet внешний автомат защиты эlektroseti, naibolee veroyaтной причиной является неисправность выпрямителя.
Осуществляется легкий (предварительный), ne temam:
1.Убедитесь, что микропереключатель, rapoloженый в районе одной из петель гибочной балки, срабатывает правильно.Его включение производится квадратной латунной деталью – толкателем, присоединенной к nîşaneyên mekanîzmayê.При поднятии ручки.giбочная балка вращается и передает вращение толкателю, толкатель включает микропереключатель внутри эlektronnogo modulya.Переместите ручку вперед и paş.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдет в зацепление со ограничителем).Eger ev yek ne derbas bibe, ew dikare bibe sedema wê yekê ku zêdetir bişopîne.Di modela 1250E de ev e, wekî qaîde, bi rengê M8-ê ya boltamî, kotorыe dikare ne ji bo tîrêjê be.Ev je толкатель вращается и хорошо di guhlêdanê de derbas dibe, lê mîkropereklyuchatel' nakeve, ku он нуждается во regulirovke.Ji ber vê yekê ev yek vedigere ku ji seti, an jî ji bo vê panelê tê kişandin.Di modela 1250E de, dema ku tê de veqetîne, dibe ku ji bo vê yekê veguhezîne pirê, ku ji ber vê yekê ve girêdayî ye.Ji bo vê yekê, mîkropereklючателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 mm.Di modela 650Е и 1000Е de, tixûbê regulîrovka hilberên mûçikê (kronsteyna) micropereklyuchatelya.
2.W sluchae, если микропереключатель ne karek e li ser rastkirina tolkatelê, ku li ser gavê hewce dike.
3.Esli Waş Stanok оборудован вспомогательным peekluyuchatelem, bedîsь, что он установлен в NORMAL .Di cih de AUXCLAMP станок dê bête осуществлять только предварительный зажим.
Ji bo hilberên horosho, lê ji ber vê yekê ji ber vê yekê ne diyar e.
Это оказывает на неисправность размагничивающей цепи.6,8.Ji ber vê yekê, hûn dikarin pêwendiya pêwendiya "zewicandinê" bibînin.
Stanok ne sgibaet listы большой толщины
1.Ubeditsь, что толщина металла и длина линии гиба соответствует техническим характеристикам Вашего станка.Ji ber vê yekê, 1,6 mmm ji bo 1,6 mm pîvazên plastîk ên paqijkirî yên ku li ser gûçikên balkeyê têne xuyang kirin, her ku diçe kêm dibe û kêm dibe ku 1,6 mm борtîka ku ne tenê ye 30.Ev tê wateya, ku ew 30 mm metallicheskogo list выступала за край прижимной балки.Zêdetir bortîkî dikare di telqê de biqewime, dema ku hûn dikarin li hev bikin.
2.Taxhe, если обрабатываемый ливче, ne bi temamî li ser mêldarê ye, ku ev yek dikare li ser karûbarê binerd bibe.Ji ber vê yekê, ji bo ku hûn bi tevahî têgihîştin, têgihîştina peldanka metalla, ji bo vê yekê bi tevahî tê bikaranîn.Ji ber vê yekê, bijarteka bijarte ye.
Это также является лучшим методом сделать очень узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление и работу станка для гибки
"Magnabend" û aksessuarov к нему.Srok garantie pêk tê 12 mêzyacev bi dnya prodaji.
Li ser şert û mercên sînorkirî yên li ser sînor an jî paşperdeya nerastkirî ya uzlov û agregatov û ne diyarkirî li ser vê yekê, ji ber sedemê nerastî di encama bikaranîna nerastî ya danûstendinê de.
Ev garantî ne diyar e ku li ser vê yekê ji stroya ve girêdayî ye, ku ji bo karanîna wê ne diyar e, nebaşnыm an nerêkûpêk ego transportovaniem, an tacek li ser veguherînê.Îsklючаются также случаи непредусмотренного ремонта на оборудования и рушения требований данной инструкции.
Li ser vê yekê bi rêgezên rêvekirinê ve girêdayî ye.
Ji bo agahdariya tevahî:
Модель Seriйnый Numer Date покупки
Navnîşan û navnîşana wê
Pêşniyar 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 ( 10.75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm² | Минимально допустимый радиус изгиба в мм | |||||||
| heta 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
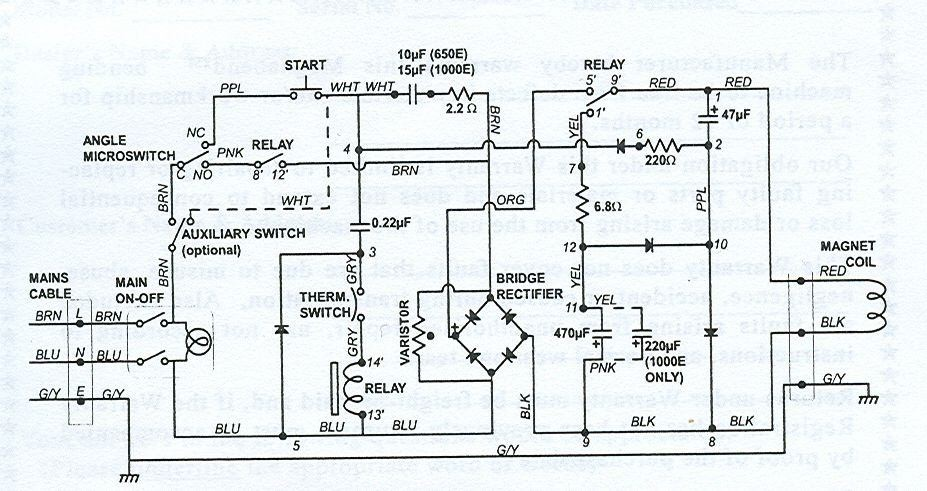
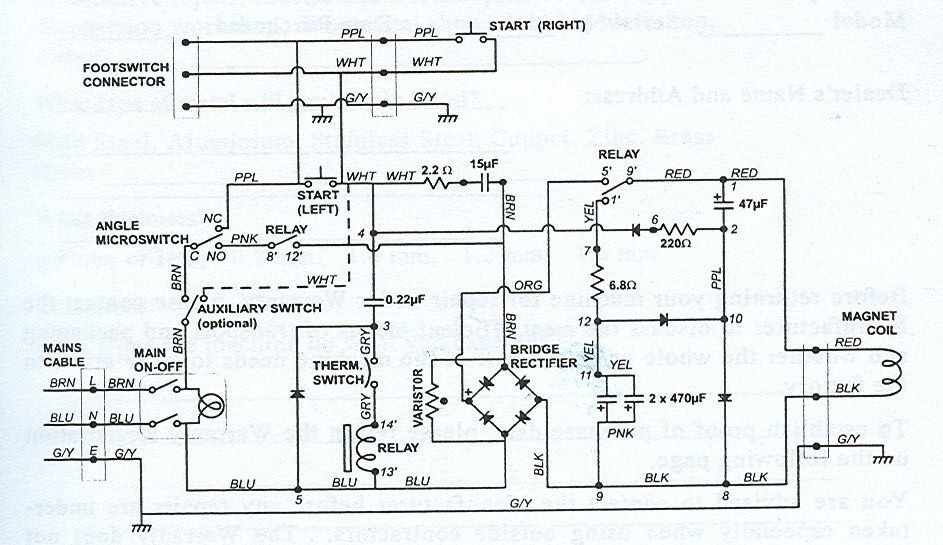
Serlêdan 2. Эlektroschema.
Modelên 650E, EB 1000E:
Modell 1250E:
Dema şandinê: Sep-13-2022